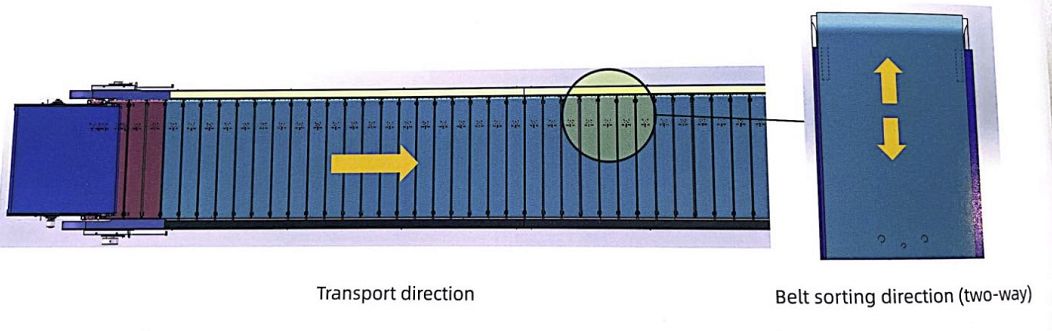
லீனியர் கிராஸ் பெல்ட் வரிசையாக்கம், பார்சல்களை எடுத்துச் செல்லும் பெல்ட்டை ஓட்டுவதற்கு ஒரு சங்கிலி வழியாக மோட்டார் மூலம் இயக்கப்படுகிறது.ஸ்கேனிங் அமைப்பு சரிவு மற்றும் அளவு தகவலைப் பெற்ற பிறகு, அதுதள்ளுவண்டிகளின் பெல்ட்களை ஒவ்வொன்றாக வரிசைப்படுத்தும் திசையில் நகர்த்துவதற்கு PLC கோரிக்கைகளின் மூலம் சூட்டில் திசைதிருப்பும் பொறிமுறையைத் தூண்டவும், இதனால் பார்சல்களை சட்டைக்கு வழங்கவும், பார்சல்களை வரிசைப்படுத்துவதற்கான நோக்கத்தை அடையவும்.
| பொருள் | அளவுருக்கள் | ||
| மோட்டார் சக்தி | 11 கிலோவாட் (30-40 மீ) | 15கிலோவாட்(40-50மீ) | 18.5கிலோவாட்(50-60மீ) |
| அகலத்தை வெளிப்படுத்துகிறது | 1000மிமீ | ||
| வேகத்தை கடத்துகிறது | 1.5மீ/வி | ||
| சூட்ஸ் மைய தூரம் | 2200மிமீ | ||
| அதிகபட்ச வரிசையாக்க திறன் | 6000PPH (பார்சல் நீளம் 800mm) | ||
| அதிகபட்ச வரிசையாக்க அளவு | 1600X1000(LXW) | ||
| அதிகபட்ச வரிசையாக்க எடை | 60 கிலோ | ||
| சட்டை அகலம் | 2400-2500மிமீ | ||
| பார்சல்களுக்கு இடையே குறைந்தபட்ச இடைவெளி | 300மிமீ | ||
| கேரியர் சுருதி | 15.24மி.மீ | ||
| பெல்ட் அகலம் | 140மிமீ | ||
| மாற்றும் கோணம் | 25 டிகிரியுடன் 1000 மிமீ அகலம், 32 டிகிரியுடன் 1200 மிமீ அகலம் | ||
| வரிச்சுருள் வால்வு | |||
| பொருள் | அளவுருக்கள் | |||
| மோட்டார் சக்தி | 9 கிலோவாட் (30-40 மீ) | 11 கிலோவாட் (40-50 மீ) | 15கிலோவாட்(50-60மீ) | 18.5கிலோவாட்(60-100மீ) |
| வேகத்தை கடத்துகிறது | 2-2.2மீ/வி | |||
| மினி சூட்ஸ் அகலம் | 1000மிமீ | |||
| அதிகபட்ச வரிசையாக்க திறன் | 8500PPH (பார்சல் நீளம் 400 மிமீ) | |||
| மின்சார டிரம் மோட்டார் சக்தி | 300W | |||
| எடையை ஏற்றுகிறது | 60கிலோ/மீ | |||
| சட்டை அகலம் | 2400-2500மிமீ | |||
| கேரியர் சுருதி | 15.24மி.மீ | |||
| பெல்ட் அகலம் | 126மிமீ | |||
விண்ணப்பம்
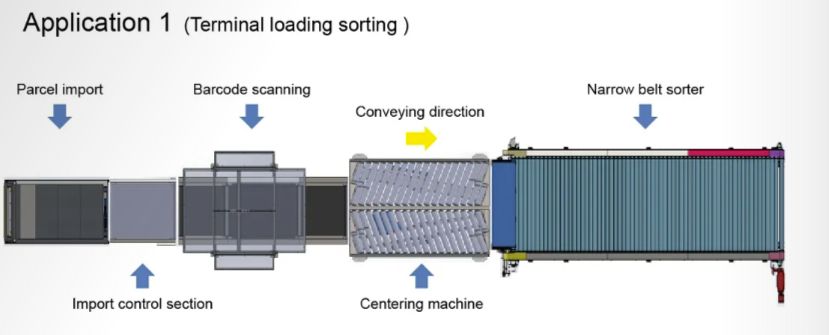
டெர்மினல் ஏற்றுதல் வரிசையாக்கம்
1. பார்சல்கள் தொலைநோக்கி பெல்ட் கன்வேயர் அல்லது வரியை வரிசைப்படுத்த மற்ற முறைகள் மூலம் இறக்குமதி செய்யப்பட்டன.
2. பார்சல் தூரத்தை அடைய மற்றும் பார்கோடு கட்டம் தகவல் மற்றும் பரிமாணத் தகவலைப் படித்த பிறகு பார்சல்கள் இறக்குமதி கட்டுப்பாட்டுப் பிரிவால் கட்டுப்படுத்தப்பட்டன.
3. மையப்படுத்தும் இயந்திரம் மூலம் வந்த பிறகு நியமிக்கப்பட்ட கட்டத்திற்கு குறுகிய பெல்ட் வரிசையாக்கம்.
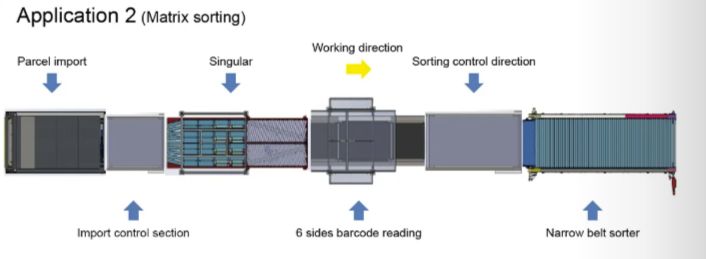
மேட்ரிக்ஸ் வரிசையாக்கம்
1. பார்சல்கள் தொலைநோக்கி பெல்ட் கன்வேயர் அல்லது வரியை வரிசைப்படுத்த மற்ற முறைகள் மூலம் இறக்குமதி செய்யப்பட்டன.
2. பார்சல்கள் ஒற்றை அமைப்பு படித்த பிறகும் பார்கோடு கட்டம் தகவல் மற்றும் பரிமாணத் தகவலைப் படித்த பிறகும் ஒற்றைத் துண்டுகளாக அனுப்பப்பட்டன.
3. குறுகிய பெல்ட் வரிசைப்படுத்தி பார்சல்களை கட்டுப்பாட்டுப் பிரிவுக்குப் பிறகு நியமிக்கப்பட்ட கட்டத்திற்கு வரிசைப்படுத்தவும்.
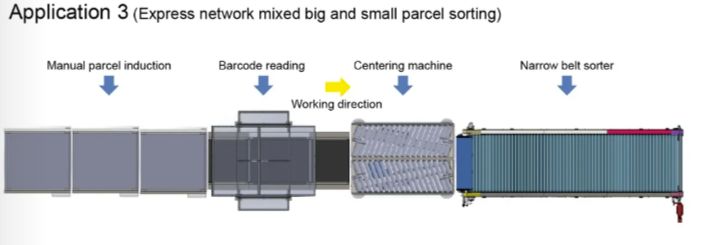
கணினி இயங்கும் ஓட்டம்
1. இண்டக்ஷன் பெல்ட்டில் கைமுறையாக பார்சல்களை வைக்கவும், ஒவ்வொரு பெல்ட்டும் ஒரு பார்சலை மட்டுமே அனுமதிக்கும், இதனால் ஒவ்வொரு பார்சலும் கட்டுப்படுத்தப்படும்.
2. பார்கோடு வாசிப்பிலிருந்து பார்சல் கர்ட் மற்றும் பரிமாணத் தகவல் படிக்கப்பட்டது.
3. வரிசைப்படுத்தப்பட்ட பார்சல்கள் இயந்திரத்தை மையப்படுத்திய பிறகு நியமிக்கப்பட்ட கர்டில் விடப்படும்.
ஆன்-சைட் வழக்குகள்